TABLE DIN OTELURI INOXIDABILE DURE
DEBITARE LA DIMENSIUNE
DEBITARE CU JET DE APĂ
La concurenţa foarte strânsă cu procedeul de prelucrare cu laser se afla prelucrarea cu jet de apă cu particule abrazive, unul dintre cele mai noi procedee de tăiere. Plecând de la procedeul de prelucrarea a sticlei, unde singura problemă care apare sunt zgârieturile de pe suprafaţa tăiată cu jet de apă, prin injectare de particule abrazive foarte fine s-a reuşit tăierea materialelor metalice. Tăiere cu jet de apă este o tehnologie de debitare cu margini multiple în cazul căruia tăierea este efectuată de jetul de apă de mare viteză, sau cu jetul de apă de mare viteză amestecat cu aditivi abrazivi, adică jet hidro abraziv. Tăierea cu jet de apă în principiu are două versiuni de bază: cu de jet de apă şi cu jet hidro abraziv.
- cu jet de apă (se foloseşte puterea de eroziune a jetului de apă de mare viteză)
- cu jet hidroabraziv (jetul de apă este amestecat cu aditivi abrazivi, crescând astfel considerabil puterea de eroziune)
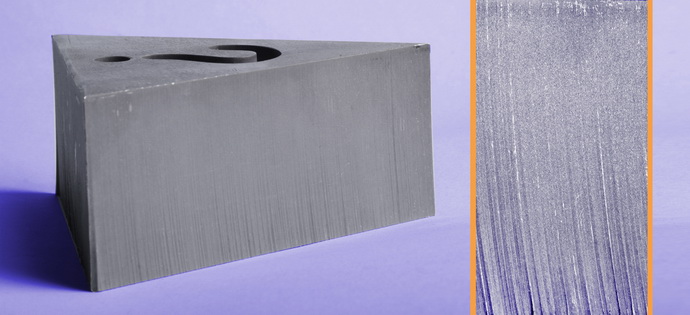
Centrele noastre de distribuţie aplica metoda de debitare cu de jet hidroabraziv. Acest procedeu are la baza următorul principiu de funcţionare: un aditiv abraziv de înaltă presiune (de obicei, granit) în amestec cu un fascicol de apă de diametru mic controlat este orientat pe suprafaţa materialului prelucrat. Fascicolul în amestec se îndreaptă spre piesă cu viteza supersonică, îl bombardează, desprinzând astfel mici particule din suprafaţa ei. Tehnologia de debitare se bazează pe puterea de eroziune a fascicolului hidro abraziv. Ca urmare a utilizării tehnologiei de îndepărtare a materialului prin jet hidro abraziv, creşterea temperaturii de-a lungul suprafeţei tăiate este minimă, structura materialului nu se schimbă. Calitatea suprafeţei după tăiere poate fi foarte brută sau foarte fină, după caz, funcţie de grosimea piesei tăiate, calitatea materialului, de presiunea aplicată, de debitul de apă, de diametrul diuzei de tăiere, de diametrul şi lungimea tubului de focalizare/amestec, de debitul masic, şi granulaţia particulelor abrazive, de viteză de tăiere.
Avantaje şi dezavantaje
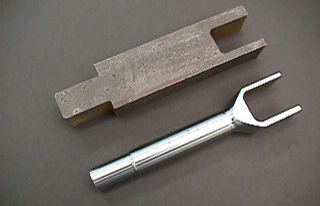
În comparaţie cu alte metode de tăiere, această tehnologie este rentabilă, eficientă şi flexibilă, şi nu în ultimul rând protejează mediul înconjurător. Cel mai mare avantaj al procedeului este faptul că este potrivit pentru debitarea a formelor complexe care necesită precizie înaltă de tăiere. În urma debitării se obţin suprafeţe cu margini netede, tolerante extrem de mici, fără bavuri şi stropi. În general piesele obţinute astfel nu necesită nici un fel de prelucrări ulterioare. Ca şi dezavantaje se pot enumera următoarele aspecte: durata de funcţionare a diuzelor relative scăzute, formarea continuă a valorilor de apă, poluare fonică, necesitatea frecvenţă a reviziei, cât şi costuri ridicate ale tehnologiei în general.
Echipamente de debitare hidroabrazive
Echipamentele de prelucrare cu jet de apă înglobează într-o configuraţie compactă pompa de înaltă presiune, masa de tăiere, sistemul de comandă şi control (CNC), unitatea de alimentare, diuza de tăiere, tubul de focalizare/amestec, unitatea de alimentare cu material abraziv şi echipamentul de absorbţie fonică. Pompele de înaltă presiune, cu ajutorul tehnologiilor de ultimă oră pot atinge un nivel maxim de presiune de 6000 bari. Jetul de apă de înaltă presiune cu ajutorul pompei se îndreaptă către difuza printr-o ţeavă metalică flexibila de diametru 5-8 mm şi grosime 1-2 mm. Printr-o crestare foarte mică al diuzei de focalizare se obţine o viteză de avans extrem de mare a jetului de apă. În momentul impactului cu suprafaţa piesei de debitat jetul de apă poate ajunge la o viteză de 3600 kmh. În general masa de lucru este cu comanda numerică, de obicei cu sistem portal, conceput pentru a satisface cerinţele specifice debitării hidroabrazive. Zona de lucru este împărţită în segmente diferite de grile detaşabile. Cu ajutorul pupitrului CNC anumite faze de lucru pot fi programate şi de lângă aparat. În funcţie de calitatea şi grosimea materialului, cu ajutorul softului de tăiere performant pot fi determinate parametrii de debitare şi timpul optim necesar.
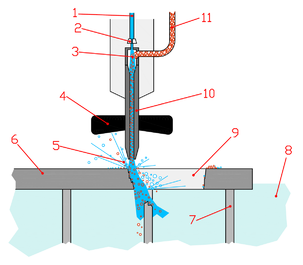
Schiţa de funcţionare a echipamentului de tăiere cu jet de apă (cu injecţie)
1: jet de apă de înaltă presiune; 2: diuză; 3: cameră amestec; 4: apărător; 5: jet hidroabraziv; 6: piesă; 7: grilaj susţinere piesa; 8: rezervor apă; 9: piesă debitată; 10: tub amestec; 11: particule abrazive
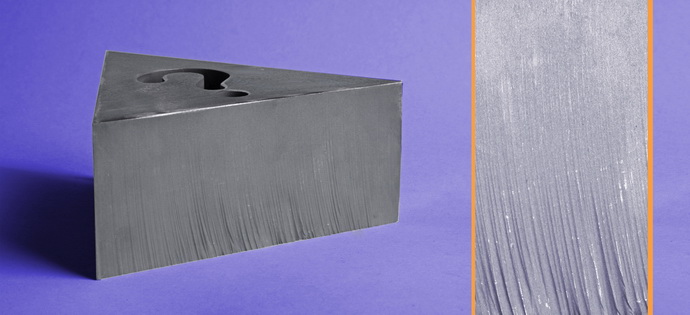
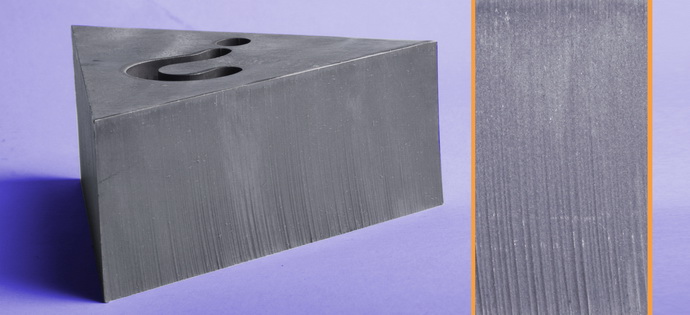
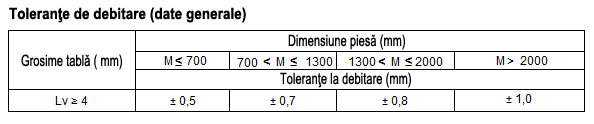
În urma procesului de tăiere se pot obţine suprafeţe de calitate foarte dure sau extreme de fine în funcţie de: grosimea piesei tăiate, calitatea materialului, presiunea aplicată, amestecul apă – abraziv aplicat, calitatea – cantitatea şi mărimea particulelor abrazive, viteza de tăiere. În atelierele noastre se utilizează trei viteze de avans diferite, ca urmare se obţin trei calităţi de baza diferite: BASIC, GOOD şi FINE. Suprafaţa debitată este de obicei ascuţită, zimţată şi adesea grosieră (datorită mişcării alternative a pompei de înaltă presiune). Prin reducerea vitezei de tăiere, mărirea cantităţii de material abraziv în compoziţie, poate fi rafinată considerabil rugozitatea suprafeţei, astfel se pot obţine caracteristici comparabile cu cele ale suprafeţelor tăiate cu laser. Viteza de avans în timpul tăierii se poate situa în gama de 1 mm/minut până la 20 m/minut. Grosimile de material ce pot fi debitate, funcţie de calitatea materialului, se situează într-o gamă foarte largă (în cazul otelurilor depăşeşte chiar 150 mm). Rostul de tăiere rezultat se situează în gama 0,3 mm -1,6 mm ceea ce înseamnă o pierdere scăzuta de material în urma debitării.
{kind=link}
{kind=link}
{kind=link}

|

|
Site-uri similare
| INOX SERVICE HUNGARY KFT. | |
|---|---|
| 1112 Budapest, Bodajk u. 23. | |
| Tel.: | +36-1/248 0056 |
| Fax: | +36-1/248 0057 |
| E-mail: | info@inoxservice.hu |
| Web: | www.inoxservice.hu |
| Skype: | inox.service.hungary |



































