TABLE DIN OTELURI INOXIDABILE DURE
DEBITARE LA DIMENSIUNE
STANDARDE DE REFERINŢĂ
Standardele pentru tablele laminate la cald referitoare la identificare, descriere, condiţii tehnice de livrare, mărime, forma şi suprafeţe, toleranţe la greutate, toleranţe geometrice ale suprafeţei tăiate termic sunt următoarele:
| EN ISO 9013 | Tăiere termică. Clasificarea tăierilor termice. Specificaţii geometrice ale produselor şi toleranţe referitor la calitate |
| EN 10029 | Table laminate la cald, dimensiune, forma şi toleranţă la greutate |
| EN 10163 | Condiţii de livrare privind starea suprafeţei tablelor platbenzilor şi profilelor de oţel laminat la cald |
| Standarde suplimentare: | |
| EN 10088-1 | Oţeluri inoxidabile – Partea 1: Lista de oţelurilor inoxidabile |
| EN 10088-2 | Oţeluri inoxidabile. Partea 2: Condiţii tehnice de livrare a tablelor şi benzilor pentru utilizări generale |
I. INSEMNE DE STANDARDIZARE: EN ISO 9013
Acest standard internaţional se referă la materialele indicate pentru tăiere cu plasmă, tăiere cu laser şi tăiere cu flacără. Este aplicabil la următoarele: la tăiere cu plasma pt. grosimi de 1 mm ÷ 150 mm; la tăiere cu laser pt. grosimi de 0,5 mm ÷ 40 mm; în timp ce la tăierea cu flacără pt. grosimi 3 mm ÷ 300 mm. Menţionează criteriile de calitate cele mai importante: specificaţii geometrice ale produselor şi toleranţelor referitoare la calitate, perpendicularitate şi rugozitate pentru suprafeţele tăiate, toleranţa la dimensiune. Un alt aspect important este apariţia defectelor: defecte pe muchia tăieturii; stropi pe muchia superioară; defecte ale suprafeţei tăiate; stropi pe muchia inferioară a tăieturii; depuneri de zgură; disuri. Bineînţeles, aceste fenomene sunt funcţie de parametrii procesului de tăiere cum ar fi: viteza de tăiere, mărimea flacării, intensitatea curentului, tensiunea, tehnologia şi gazul plasmagen. Alţi factori care influenţează calitatea sunt: grosimea pieselor tăiate, starea suprafeţelor şi conductivitatea materialului.
Calitatea suprafeţei tăiate
Calitatea suprafeţelor pieselor tăiate termic sunt definite de valorile prezentate mai jos:
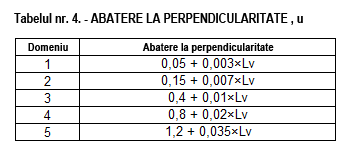
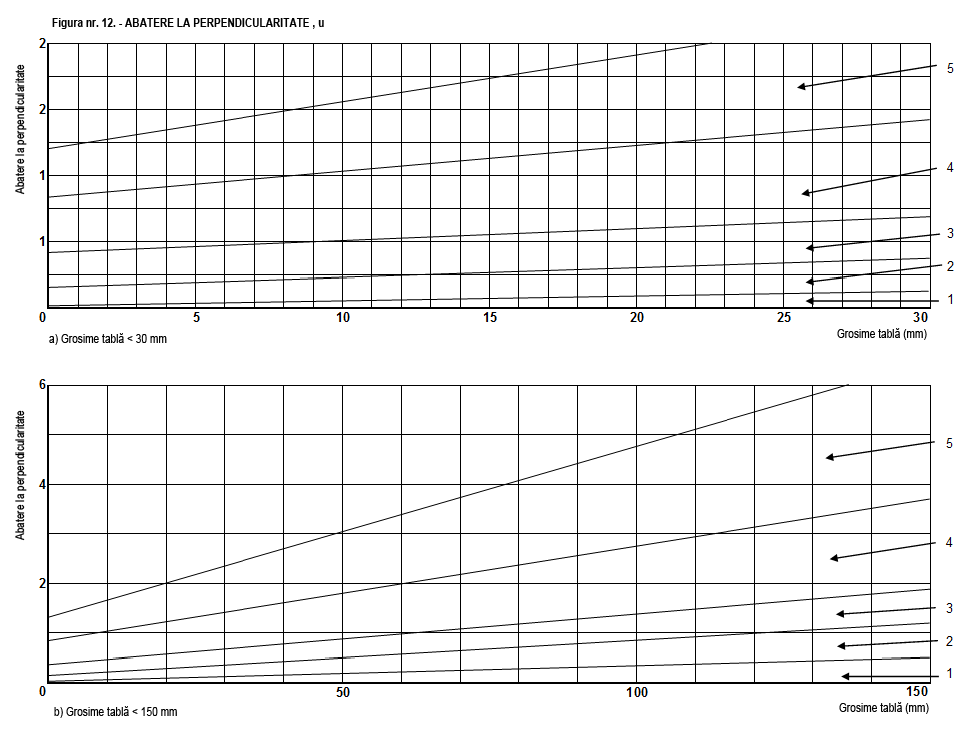
- 1.Toleranţa la perpendicularitate, u (vezi 4. tabelul şi 12. figura)
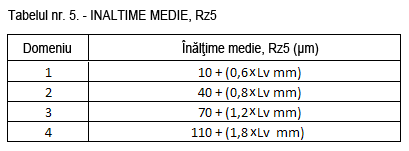
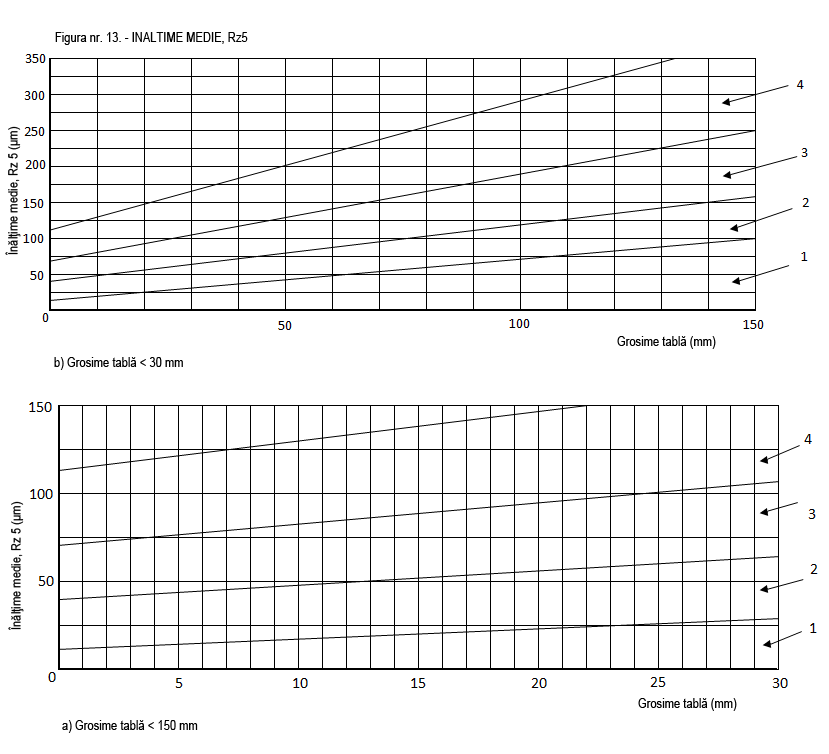
- 2.Grosimea medie a materialului, Rz5 (vezi 5. tabelul şi 13. figura)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
În afară de cele prezentate mai sus, calitatea suprafeţelor tăiate sunt caracterizate prin abaterea unghiulară a flacării, defecte pe muchia tăieturii; apariţia de stropi pe muchia superioară şi inferioară a tăieturii; defecte ale suprafeţei tăieturii; posibile depuneri de zgură; disuri. Defectele izolate cum ar fi: concavitate (scobitură) sub muchia inferioară a rostului; rost lărgit superior sau inferior; rizuri deviate în urmă sau concave; rizuri de adâncime excesivă sau neuniforme, zgura aderentă nu au fost luate în considerare la definirea valorilor standard.
Abateri limita
Dimensiunile din desen trebuiesc considerate nominale, dimensiunile reale sunt determinate pe suprafeţele tăiate curate. Acesta se referă doar la piese tăiate cu flacără şi cu plasmă pentru care raportul lungime-lăţime (lungime: lăţime) nu depăşeşte 4:1, şi la lungimi de tăiere (circumferinţa) de 350 mm. Abaterile limita a calităţii supratarelor tăiate (toleranţa de verticalitate), sunt tratate separat de abaterile piesei de prelucrat, pentru a evidenţia diferitele influenţe asupra pieselor de prelucrat.
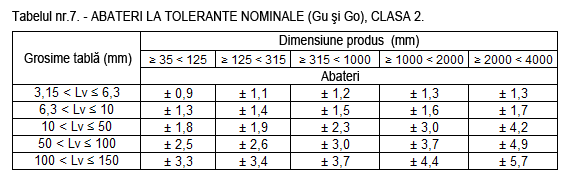
Valorile tolerantelor nominale aplicate de Inox Service Hungary implicit sunt prezentate în tabelul nr.7. (Gu şi Go). Echipamentele de debitat cu plasmă în mod implicit sunt reglate la valori limită de toleranţe "+". În cazul unor solicitări de toleranţa de tăiere "+/-" acesta se indică explicit în comanda fermă.
{kind=link}
Tolerante la piese finite
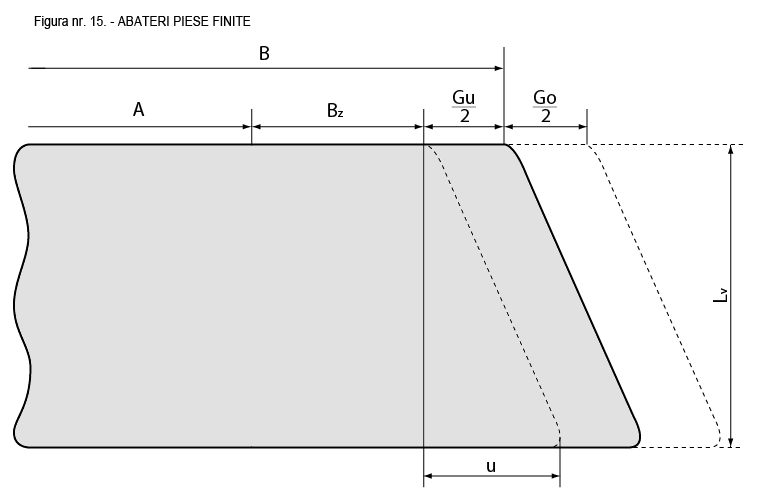
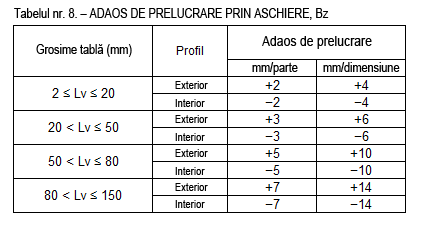
Dimensiunile nominale a pieselor finite rezultă din dimensiunea nominală (= dimensiune desen). Cotele nominale se realizează astfel: la dimensiunea exterioară a piesei, care conţine şi toleranţă de finisaj (Bz) se adaugă toleranţa de perpendicularitate, cât şi abaterea limită inferioară, iar din cotele interioare se scade toleranţa de perpendicularitate şi abaterea limita inferioară (vezi figura nr. 15). Materialul eliminat, de fapt, depinde de toleranţă adecvată de tăiere, de toleranţa de perpendicularitate şi de grosimea medie a materialului. În cazul în care pe desen nu sunt indicate prescripţii în acest sens, atunci toleranţa de tăiere va fi funcţie de grosimea piesei, conform tabelului nr. 8
{kind=link}
{kind=link}
Denumire
Tăierea cu plasmă care se încadrează în categoria 5 de toleranţă de perpendicularitate, categoria 4 de grosime medie profil, şi clasa 2 la dimensiune nominală se numeşte metoda de tăiere ISO 9013-542 – tăiere cu plasmă
II. Insemne de standardizare EN 10029
Obiectul acestui standard este dimensiunea, forma şi toleranţa la greutate pentru table laminate la cald aliate sau nealiate (inclusiv cele inoxidabile), cu următoarele caracteristici:
- grosimea nominală intre: 3 mm la 250 mm
- lăţimea nominală mai mare de 600 mm
- limită de curgere mai mică de 700 N/mm2
Ttoleranţele produselor cu lăţime nominală w < 600 mm care provin din table tăiate sau fâşiate trebuie să facă obiectul unui acord între părţi în momentul cererii de ofertă şi al comenzii. Nu fac obiectul acestui standard : tabla laminate la cald striata şi oţelul lat.
Condiţii de livrare
Condiţiile standard de livrare pentru table conform EN 10029 sunt:
- Toleranţa de tăiere conform clasa de grosime de A, B, C sau D
- Margini tăiate sau naturale (laminate) (NK)
- Toleranţe la planeitate EN 10029: Normal (N) sau diminuat (S)
În cazul în care nu există prescripţii sau simboluri excepţionale referitoare la condiţiile de livrare, atunci tablele din laminare vor fi livrate după cum urmează: margini naturale sau tăiate şi planeitate normală, clasa N.
Dimensiuni şi toleranţe
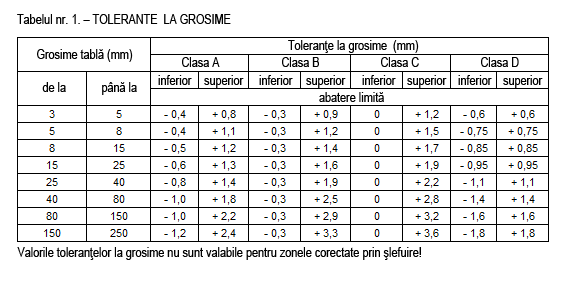
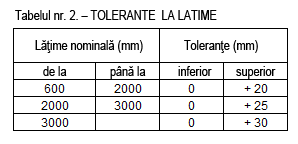
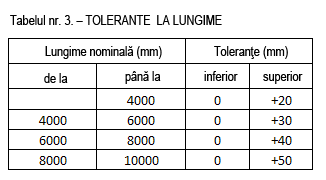
Valorile toleranţelor sunt prezentate astfel : toleranţă la grosimea tablelor în tabelul nr. 1, toleranţa lăţime tabelul nr. 2. şi toleranţa la lungime în tabelul nr.3. Standardul EN 10163 partea 1. respectiv 2. conţine reglementări referitoare condiţiile de livrare privind starea suprafeţelor, respectiv defectele admisibile de suprafaţă, respectiv rectificarea şi îndepărtarea acestora.
{kind=link}
{kind=link}
{kind=link}
Abateri la dimensiune
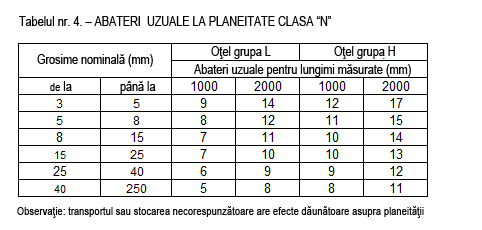
Abaterile la dimensiune a tablelor - planeitatea şi perpendicularitatea - trebuie să se încadreze în parametrii prescrişi a unei coli dreptunghiulare cu dimensiuneaa nominală stabilită prin comandă. Abaterile de planeitate admise sunt prezentate în tabelul nr. 4. În cazul în care nu există prescripţii sau simboluri excepţionale referitoare la condiţiile de livrare, atunci tablele din laminare vor fi livrate în condiţii de planeitate normală, clasa N. .
{kind=link}
În tabelul nr. 4. se prezintă o clasificare a oţelurilor astfel:
a) grupa oţel "L": produse cu limită de curgere mai mare de 460 N/mm2, şi mai mică de 700 N/mm2, cu excepţia produselor călite şi revenite;
b) grupa oţel "H”: produse cu limită de curgere de la 460 N/mm2 până la 700 N/mm2, precum şi produse călite şi revenite;
Între două puncte tangente la o riglă, pe o distanţă mai mică de 1000mm, abaterea de la planeitate are următoarele prescripţii în vigoare: în cazul grupelor de oţeluri L, în intervalul 300 – 1000 mm, abaterea de la planeitate este max.1% din valoarea distanţei, iar în cazul produselor H este max 1,5%, dar nu mai mult de valorile prescrise în tabelul nr. 4.
Abaterea la greutatea nominală
Vorbim de depăşire de greutate în situaţia în care există o diferenţă mare procentuală intre greutatea de livrare şi teoretică. În cazul în care standardele de calitate ale oţelurilor nu prevăd alte prescripţii la calculul greutăţii teoretice se ia în considerare valoarea densităţii de 7.85 kg/dm3. Pentru oţelurile rezistente la coroziune diverse oţeluri aliate standardul conţine prescripţii referitoare la densitate.
Site-uri similare
| INOX SERVICE HUNGARY KFT. | |
|---|---|
| 1112 Budapest, Bodajk u. 23. | |
| Tel.: | +36-1/248 0056 |
| Fax: | +36-1/248 0057 |
| E-mail: | info@inoxservice.hu |
| Web: | www.inoxservice.hu |
| Skype: | inox.service.hungary |



































