1./ Rata tolerantei aplicate este problema cel mai frecvent întâlnită. Experienţa arată faptul că, nu toată lumea este familiară cu aplicarea ei în practică, şi nu sunt mulţi cei care cunosc standardele şi normele relevante în vigoare. Standardul EN ISO 9013 defineşte calitatea şi caracteristicele geometrice ale piesei de tăiat. Cele mai importante criterii de tăiat sunt: rugozitatea suprafeţei, dimensiunile şi toleranţa, şi nu în ultimul rând perpendicularitatea suprafeţei de tăiat. Un alt criteriu important este rostul de tăiere, formarea bavurilor, modul de depunere al stropilor la tăiere pe partea superioară şi inferioară a piesei.
Alţi factori care influenţează procesul de tăiere sunt: grosimea piesei de tăiat, starea suprafeţei şi schimbările de temperatură în material în timpul tăierii.
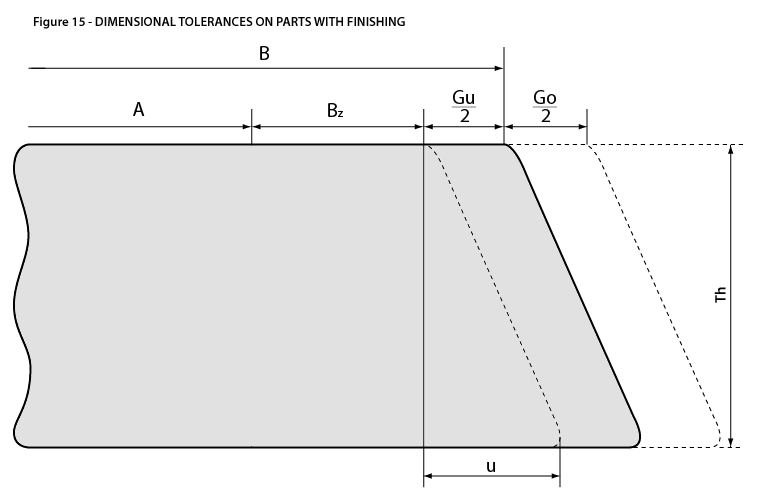
| A |
Dimensiunea nominală a piesei finite (cf. desen), [mm] |
| B |
Dimensiunea nominală a piesei înainte de debitare (dimensiune cu tolerantă), [mm] |
| Bz |
Marja de tăiere [mm/parte] |
| Gu |
Toleranţa de tăiere inferioară - abatere maximă [mm/dimensiune] |
| Go |
Toleranţa de tăiere superioară - abatere maximă [mm/dimensiune] |
| u |
Toleranţa de perpendicularitate [mm/parte] |
| Th |
Grosime nominală [mm] |
Pentru definirea valorii toleranţei (B) este foarte importantă cunoaşterea exactă a dimensiunii piesei finite(A):
B = A + 2Bz + Gu
Piesa de prelucrat este, de fapt tăiat la dimensiunea cuprinsă între valorile extreme (B - Gu) şi (B + Go).
Materialul eliminat prin procesul de tăiere depinde de marja de tăiere, toleranţa de perpendicularitate, de diferenţa dintre toleranţa de tăiere superioară şi inferioară, totodată de înălţimea nominală a piesei de tăiere. Dimensiunea din desen trebuie considerată ca şi dimensiune nominală, dimensiunea reală se determina pe suprafeţele clare de debitare. Măsurătorile se fac totdeauna pe partea superioară a piesei de prelucrat.Dacă este necesar se vor defini şi marjele de tăiere.
3./ Care este procedura utilizată pentru tăiere? Procedura utilizata pe deoparte depinde de necesitatea clientului, pe de alta de posibilităţi tehnologice. Tăierea cu plasmă este recomandată în toate cazurile, în care piesa necesită prelucrări ulterioare. Cu această procedură pot fi tăiate rapid uşurinţa piese groase şi subţiri (diferite forme, prisme, inele, discuri etc.). Cu toate acestea, nu pot fi tăiate cu această tehnologie contururi precise şi complexe. Pentru aceasta este tăierea cu jet de apă. Această procedură este flexibilă şi eficientă, dar costisitoare. Este excelent aplicabilă la tăierea pieselor cu contururi precise din table groase şi subţiri. Ca urmare a procesului de tăiere rezulta piese cu margini foarte netede cu abateri mici. În timpul procedeului nu există nici un fel de schimb de căldură, astfel nu va trebui să punem la socoteală fenomenele ce apar la tăierea cu plasmă (modificări structurale şi deteriorări ale materialului de bază). În cazul în care se doreşte debitarea unor table, platbenzi, profile cave de diferite grosimi fără prelucrări ulterioare se recomanda tăierea cu fierăstrăul mecanic. Caracteristica acestei proceduri este tăietură cu o suprafaţata dreaptă şi margini ascuţite. Deoarece nu există nici un transfer de căldura în timpul tăierii, deformarea materialului este neglijabilă. Pot fi debitate mai multe straturi de material deodată, astfel obţinându-se o creşterea a productivităţii şi optimizarea utilizării materialelor. Cel mai mare dezavantaj al procedeului este că permite doar tăieri bidimensionale sau dealungul axei 2D.
2./ Pentru alegerea corectă a oţelului cel mai potrivit, decizia trebuie să se bazeze pe combinaţia următoarelor factori:
a. Cum este mediul coroziv?
Condiţii de umiditate şi atmosferice,concentraţii de anumite substanţe chimice, prezenta de clor, acid, etc;
b. Cum este temperatura ambiantă?
Temperatura ambiantă ridicată, de obicei, accelerează procesul de coroziune, necesitând astfel utilizarea unui oţel de calitate superioară. Temperaturile mai scăzute necesită folosirea unui oţel austenitic dur.
c. Care este rezistenţa otelului de care avem nevoie?
Rezistenţă mai mare ne oferă otelurile austenitice, martensitice şi duplex. Procedeele de lucru ulterioare necesare (sudabilitatea, prelucrabilitatea) vor determina care dintre acestea este cel mai adecvat.
d. Sudabilitatea?
Oţelurile austenitice, în raport cu alte tipuri de oţel, sunt mult mai bine sudabile. Oţelurile feritice sunt sudabile doar în profile subţiri. Oţelurile duplex necesita o atenţie sporită, dar în zilele noastre se pot considera sudabile.Oţelurile martensitice sunt mai puţin sudabile.
e. Ductilitate şi plasticitate?
Dintre toate tipurile de oţel inoxidabil oţelurile austenitice sunt cele mai maleabile, uşor transformabile, deoarece se pot supune cu uşurinţă la procedee de prelucrare cum ar fi: întindere şi tragere. În general oţelurile feritice sunt mai puţin prelucrabile, dar şi din aceste tipuri de oţel se pot obţine forme fine şi precise.Oţelurile martensitice şi duplex nu sunt deosebit de bine prelucrabile.
f. Ce fel de produse avem nevoie?
Nu toate tipurile de oţel sunt disponibile în toate gamele şi dimensiunile, cum ar fi table, rotunduri, ţevi. Otelurile austenitice sunt produse în toată gama de produse intr-o varietate largă de dimensiuni. Otelurile feitice, în general sunt prezente în formă de table, mai puţin în formă de rotunduri. În cazul otelurilor martensitice situaţia este exact invers.
g. Care sunt aşteptările noastre cu privire la materialul de achiziţionat?
Este un aspect important, de cele mai multe ori trecut cu vederea în procesul de selecţie, deşi este deosebit de important din punct de vedere al proprietăţilor structurale, estetice şi funcţionale necesare.
h. Proprietăţi magnetice ?
Pot exista cerinţe specifice care urmează a fi luate în considerare, cum ar fi proprietatea non - magnetică.
i. Finisarea?
A nu se uita faptul că tipul de oţel în sine nu este singurul factor în alegerea materialului. Finisarea suprafeţelor reprezintă un element important în realizarea multor aplicaţii, în special la cele cu un impact estetic puternic.
j. Disponibilitate?
Se poate ajunge în situaţia în care, în ciuda faptului că s-a selectat materialul cel mai adecvat din punct de vedere tehnic, alegerea făcută totuşi nu este cea mai potrivită, deoarece materialul selectat nu poate fi aprovizionat în timp util.
k. Costuri?
În anumite cazuri cea mai adecvată soluţie tehnică nu se poate selectata doar pe baza criteriilor de cost. Cu toate acestea, este foarte important ca şi costurile aferente să se stabilească pe baza unui temei foarte corect şi solid. În cazul multor produse din oţel inoxidabil, costul preţ-calitate-durată de viaţă poate fi foarte atractiv, cu toate acestea, trebuie analizat şi preţul de achiziţie.



































