CUTTING TO SIZE AND TRADING
OF STAINLESS STEEL QUARTO PLATES
RELEVANT STANDARDS
The main European and International Standards applied for our in-house metal processing services:
| EN ISO 9013 | Thermal cutting – Classification of thermal cuts – Geometrical product specification and quality tolerances |
| EN 10029 | Hot rolled steel plates 3 mm thick or above – Tolerances on dimensions, shape and mass |
| EN 10163 | Technical delivery conditions for the surface condition of hot rolled steel plate, wide flats and sections |
| Material Standards additional specification: | |
| EN 10088-1 | Stainless steels – Part 1: List of stainless steels |
| EN 10088-2 | Stainless steels – Part 2: Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes |
I. INTERNATIONAL STANDARD: EN ISO 9013
This International Standard applies to materials suitable for oxyfuel flame cutting, plasma cutting and laser cutting. It is applicable to flame cuts from 3 mm to 300 mm, plasma cuts from 1 mm to 150 mm and to laser cuts from 0,5 mm to 40 mm. This International Standard includes geometrical product specifications and quality tolerances.
The quality of the cut surfaces of thermally cut materials is described by the following characteristic values: perpendicularity tolerance and the mean height of the profile. The following characteristic values may be used in addition: drag, melting of top edge and the possibly occurence of dross or melting drops on the lower edge of the cut.
Quality of the cut surface
The quality of the cut surfaces of thermally cut materials is described by the following characteristic values:
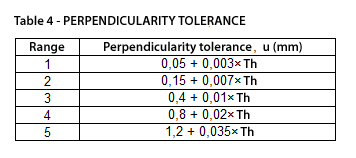
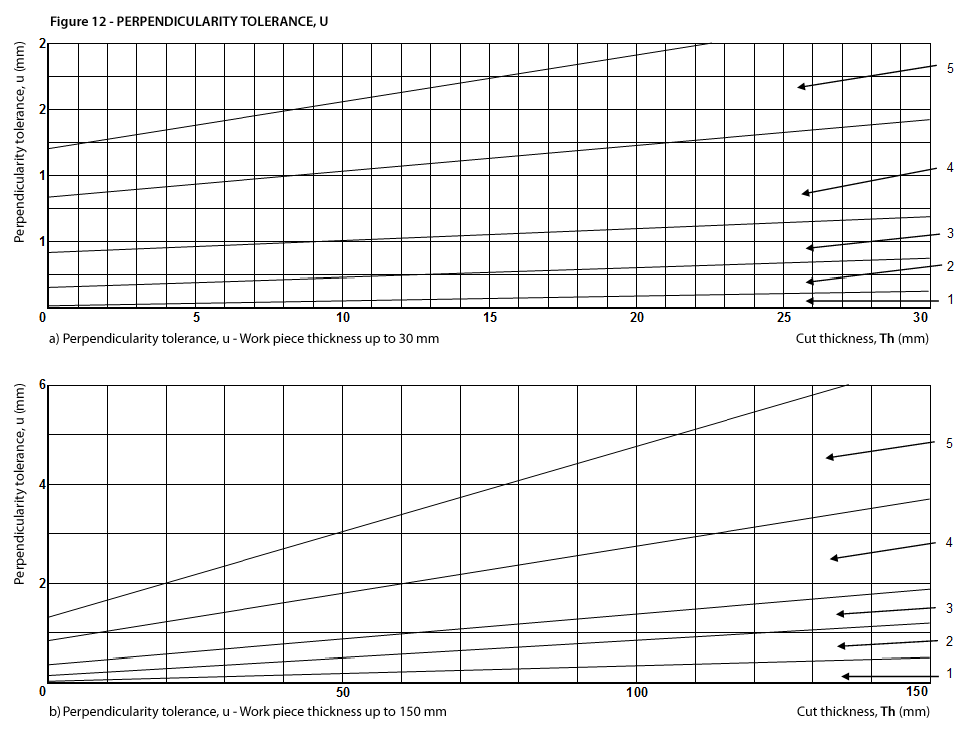
- 1. Perpendicularity tolerance, u (see 4. table and 12. figure)
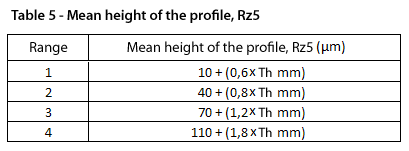
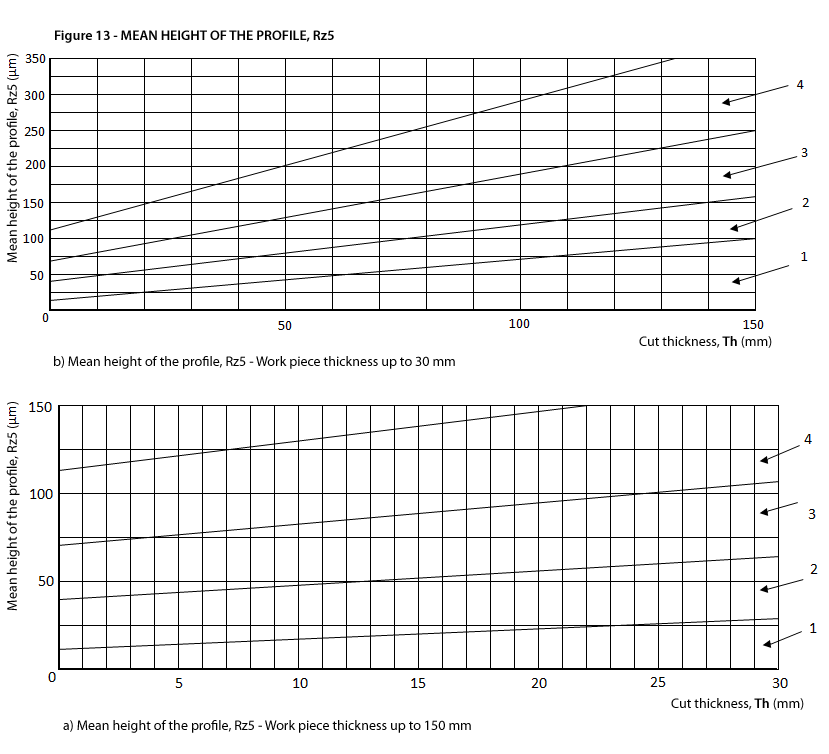
- 2. Mean hight of the profile, Rz5 (see 5. table and 13. figure)
The following characteristics values may be used in addition: drag, melting of top edge and the possibly occurence of dross or melting drops on the lower edge of the cut. Isolated faults, such as gouges, the unavoidable formation of melting beads on the lower edge of the cut at the start of cuts, or oxide remainders on the cut surface have not been considered when defining the quality values of this International Standard.
Dimensional tolerances
The dimensions in the drawings shall be taken to be the nominal dimensions, the actual dimensions being determined on the clean surfaces of the cut. They are only applicable to flame cuts and plasma cuts on work pieces with a length to width ratio (length:width) not exceeding 4:1 and for lengths of cut (circumference) of not less than 350 mm.
The limit deviations for the cut surface quality(perpendicularity tolerance) are treated separately from the limit deviations for the dimensional deviations of the work piece in order to emphasize the different influences on the work piece.
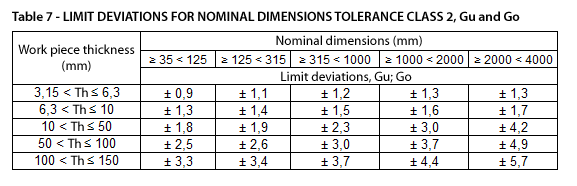
The values of the limit deviations for nominal dimensions tolerance class 2 (Gu and Go), applied by our service centres, are contained in the Table 7. The plasma cutting equipments are basically adjusted with „+” cutting tolerances. The simmetric „+/-„ cutting tolerances can be adjusted upon customer’s request.
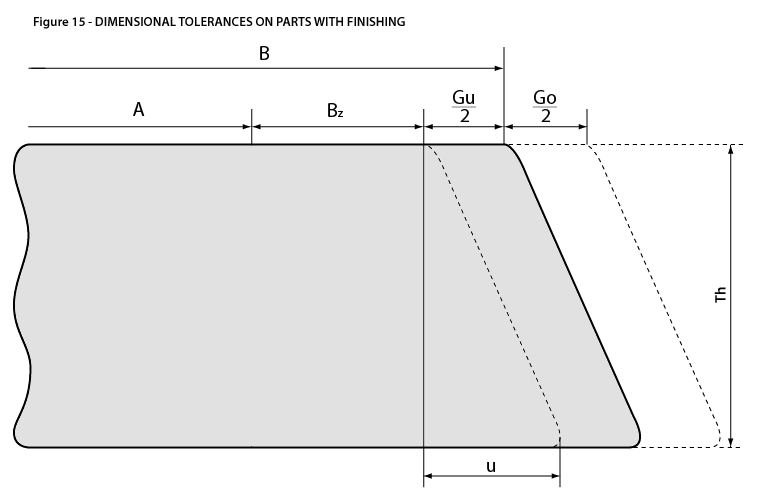
Dimensional tolerances on parts with finishing
The nominal dimension of cutting part (dimension with allowance) can be obtained from the nominal dimension of the finished part (dimension from the drawing). In order to be able to maintain the nominal dimensions at the finished part, it is necessary, for otside dimensions of work pieces a machining finishing allowance, Bz, to add the perpendicularity tolerance as well as the lower limit deviation and, for inside dimensions of work pieces with a machining finishing allowance, Bz, to subtract the perpendicularity tolerance as well as the lower limit deviation (see Figure 15.).
The effective material to be removed depends on the machining allowance, the perpendicularity tolerance and the mean height of the profile for the relevant cutting process.
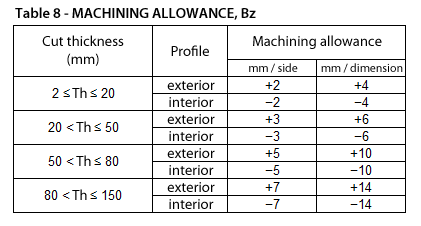
If the drawing does not bear any indication to this effect, in practice a machining allowance depending on the sheet thickness will be provided for according to Table 8.
Designation
A thermal cut of the perpendicularity tolerance range 5, of the mean hight of the profile range 4 and of the limit deviations for nominal dimensions tolerance class 2 is designated as follows:
Thermal cut ISO 9013-542
II. EUROPEAN STANDARD: EN 10029
This European Standard specifies requirements for tolerances for hot-rolled non-alloy and alloy steel plates including stainless steel with the following characteristics:
- Nominal thickness ≥ 3 mm ≤ 250 mm
- Nominal width ≥ 600 mm
- Specified minimum yield strength < 700 N/mm2
Tolerances for products of width < 600 mm cut or slit from plate should be agreed between manufacturer and purchaser at the time of enquiry and order.
Form of supply
Plate shall be supplied:
- With thickness tolerances of class A, B, C or D
- With trimmed edges or with mill edges (NK)
- With normal (N) or with special (S) flatness tolerances
In the absence of information in the order or of code letters for the supply, plate shall be supplied with shared or flame cut edges and with normal tolerances for flatness, class N.
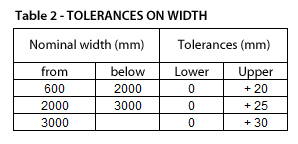
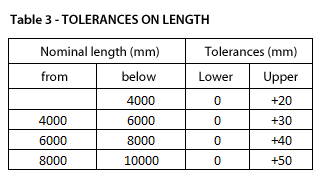
Tolerances on dimensions
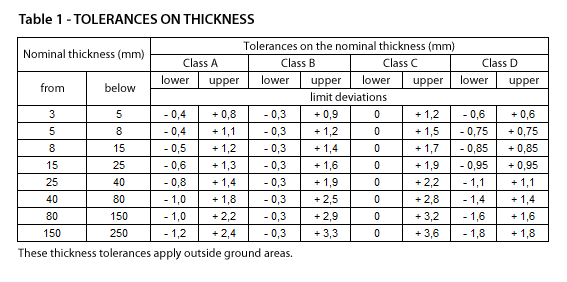
Tolerances on thickness are given in table 1., tolerances on width in table 2. and the tolerances on length are given in table 3. The surface conditions of the plate, the permissible depth and the permissible size of the surface area affected by imperfections or/and defects and repairs are covered by the European Standard EN 10163.
Tolerances on shape
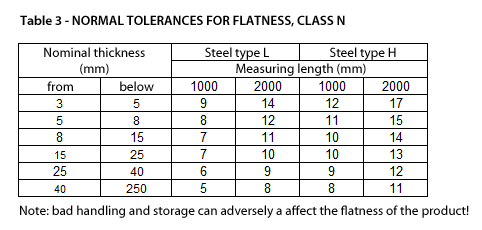
The edge camber and the out-of squareness of a plate shall be limited so that it shall be possibible to inscribe a rectangle with the dimensions of the ordered plate within the delivered size. Tolerances on flatness are given in table 4 for normal tolerances. Unless otherwise specified int he order, the plates shall be supplied with normal tolerances.
The steel types according to table 4 are defined as follows.
a) Steel type L: products with a specified minimum yield strength ≤ 460 N/mm2, neither quenched nor quenched and tempered.
b) Steel type H: Products with a specified minimum yield strength ˃ 460 N/mm2 and < 700 N/mm2 and all grades of quenched and tempered products.
If the distance between the points of contact of the straight-edge and the plate is < 1000 mm the permissible deviation from flatness shall comply with the following requirements: for steel type L max. 1% or for steel type H max. 1,5% of the distance between points of contact ont he plate between 300 mm to 1000 mm, but not exceeding the values given in table 4.
Excess mass
The excess mass is the difference between the actual delivered mass and the theoretical mass expressed as a percentage of the theoretical mass of the delivery. Unless otherwise specified int he appropriate quality standard, the theoretical mass shall be determined using a volumetric mass of 7,85 kg/dm3 for carbon steel. For stainless and alloy steels the values of the applicable quality standard apply.




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}