1./ The value of the machining allowance is one of the most frequent topics I come across during my work. In my experience not everyone knows about its practical application and a lot of people are not familiar with the relevant standard requirements.
The quality tolerances and the geometrical product specifications of the thermally-cut work pieces are specified and explained in International Standard EN ISO 9013.
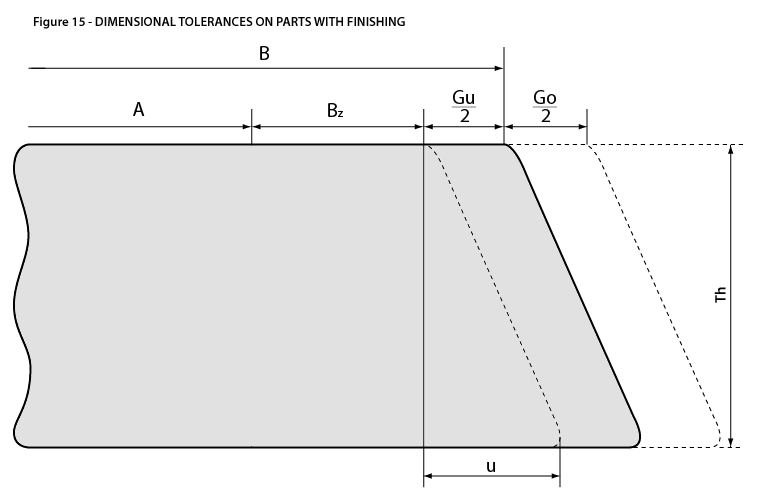
| A |
nominal dimension of finished past |
| B |
nominal dimension of cutting past |
| Bz |
machining allowance |
| Gu |
lower limit deviation |
| Go |
upper limit deviation |
| u |
perpendicularity tolerance |
| Th |
work piece thickness |
In order to calculate the cutting dimension (B), we have to know the finite dimension (A):
B = A + 2Bz + Gu
The cutting dimension can be calculated by adding to the finite dimension the value of the machining allowance and the cutting tolerance. The real value of the cutting dimension will be between (B – Gu) and (B + Go).
The dimensions in the drawings shall be taken to be the nominal dimensions, the actual dimensions being determined on the clean surfaces of the cut. The limit deviations for the cut surface quality (perpendicularity tolerance) are treated separately from the limit deviations for the dimensional deviations of the work piece in order to emphasize the different influences on the work piece.
2./ Most decisions about which steel to use are based on a combination of the following factors:
a. What is the corrosive environment?
Atmospheric, water, concentration of particular chemicals, chloride content, presence of acid.
b. What is the temperature of operation?
High temperatures usually accelerate corrosion rates and therefore indicate a higher grade. Low temperatures will require a tough austenitic steel.
c. What strength is required?
Higher strength can be obtained from the austenitic, duplex, martensitic and precipitation hardening steels. Other processes such as welding and forming often influence which of these is most suitable. For example, high strength austenitic steels produced by work hardening would not be suitable where welding was necessary as the process would soften the steel.
d. What welding will be carried out?
Austenitic steels are generally more weldable than the other types. Ferritic steels are weldable in thin sections. Duplex steels require more care than austenitic steels but are now regarded as fully weldable. Martensitic and precipitation hardening grades are less weldable.
e. What degree of forming is required to make the component?
Austenitic steels are the most formable of all the types being able to undergo a high degree of deep drawing or stretch forming. Generally, ferritic steels are not as formable but can still be capable of producing quite intricate shapes. Duplex, martensitic and precipitation hardening grades are not particularly formable.
f. What product form is required?
Not all grades are available in all product forms and sizes, for example sheet, bar, tube. In general, the austenitic steels are available in all product forms over a wide range of dimensions. Ferritics are more likely to be in sheet form than bar. For martensitic steels, the reverse is true.
g. What are the customer’s expectations of the performance of the material?
This is an important consideration often missed in the selection process. Particularly, what are the aesthetic requirements as compared to the structural requirements? Design life is sometimes specified but is very difficult to guarantee.
h. Magnetic
There may also be special requirements such as non-magnetic properties to take into account.
i. It must also be borne in mind that steel type alone is not the only factor in material selection. Surface finish is at least as important in many applications, particularly where there is a strong aesthetic component.
j. Availability
There may be a perfectly correct technical choice of material which cannot be implemented because it is not available in the time required.
k. Cost
Sometimes the correct technical option is not finally chosen on cost grounds alone. However, it is important to assess cost on the correct basis. Many stainless steel applications are shown to be advantageous on a life cycle cost basis rather than initial cost.
The final choice will almost certainly be in the hands of a specialist but their task can be helped by gathering as much information about the above factors. Missing information is sometimes the difference between a successful and unsuccessful application.