1./ A ráhagyás mértéke az egyik leggyakoribb téma, amellyel a munkám során találkozom. Tapasztalatom szerint, nincs mindenki tisztában a gyakorlati alkalmazásával és sokan nem ismerik az ide vonatkozó szabványi előírást.
A termikus vágásról szóló EN ISO9013 szabvány határozza meg többek között a plazmavágásnál használt termékek geometriai tulajdonságait és minőségét. A legfontosabb minőségi kritériumként említhető a vágott felület merőlegessége, a felületi egyenetlenség és a munkadarab méretének tűrései. További fontos szempont a barázdaelhajlás, a sorjaképződés a bevágás alsó felén és a fröcskölt olvadt anyag a rés felső felén. Egyéb tényezőknek is hatása van a minőségre, úgymint a vágott anyag vastagsága, a felület állapota és hőmérsékletváltozások az anyagban a vágás során.
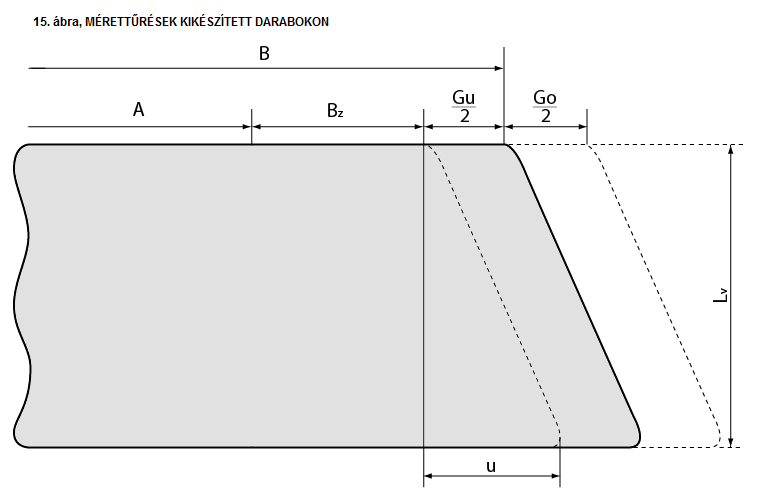
| A |
kész darab névleges mérete (rajzméret), [mm] |
| B |
vágott darab névleges mérete (ráhagyásos méret), [mm] |
| Bz |
forgácsolási ráhagyás [mm/oldal] |
| Gu |
vágás tűrése - alsó határeltérés [mm/méret] |
| Go |
vágás tűrése - felső határeltérés [mm/méret] |
| u |
merőlegességi tűrés [mm/oldal] |
| Lv |
névleges lemezvastagság [mm] |
A ráhagyásos méret (B) meghatározásához szükségünk van a kész méret (A) ismeretére:
B = A + 2Bz + Gu
A munkadarab tényleges vágott mérete a (B-Gu) és a (B+Go) szélső értékek közé esik. A ténylegesen eltávolítandó anyag a megfelelő vágási eljárásra vonatkozó forgácsolási ráhagyástól, a merőlegességi tűréstől, a névleges mérettűrés határeltéréseitől és a profil középmagasságától függ.
A rajzokon szereplő méreteket névleges méreteknek kell tekinteni, a tényleges méreteket a vágás tiszta felületein kell meghatározni. A méréseket mindig a munkadarab felső részén kell elvégezni. Szükség esetén a vágási ráhagyások mértékében külön meg kell állapodni!
3./ Hogy melyik vágási eljárást alkalmazzuk, az egyrészt függ a vevői igénytől, másrészt a technológiai lehetőségektől. A plazmavágást javasoljuk minden olyan esetben, amikor a munkadarab utólagos megmunkálásra kerül.
Ezzel az eljárással gyorsan és olcsón lehet kivágni vékonyabb és egészen vastag alkatrészeket (hasábokat, gyűrűket, tárcsákat és különböző alakzatokat). Nem lehet viszont precíz és összetett kontúrokat vágni ezzel a technológiával.
Arra ott a vízsugaras vágás. Ez az eljárás hatékony és flexibilis, viszont költséges. Kiválóan alkalmazható vékonyabb és egészen vastag lemezekből készült precíz és összetett kontúrral rendelkező munkadarabok kivágására.
A folyamat eredményeként rendkívül sima élek keletkeznek szűk tűréshatárokkal. Az eljárás során nem történik hőbevitel, így nem kell számolnunk a plazmavágásra jellemző anyagszerkezeti változásokkal vagy vetemedéssel.
Ha táblalemezeket szeretnénk daraboltatni, vagy ha különböző vastagságú hasábokat szeretnénk vágatni, utómegmunkálás nélkül, esetleg egyedi méretű laposacélokat, arra ott a gépi fűrészelés technológiája.
Jellemző rá az egyenes vágott felszín és a sarkos vágott élek. Mivel a vágás során nem történik hőbevitel, ezért az anyag deformációs hatása elhanyagolható. Akár több réteg anyag is vágható egyszerre,
növelve a termelékenységet és optimalizálva az anyagkihasználtságot. Az eljárás legnagyobb hátránya, hogy kizárólag síkbeli vagy 2D-s vonal menti darabolást tesz lehetővé.
2./ Az adott célra legalkalmasabb acél kiválasztásánál legtöbbször a döntést a következő tényezők kombinációja alapján hozzuk meg:
a. Milyen a korróziós környezet?
Légköri, víz, bizonyos vegyi anyagok koncentrációja, klórtartalom, sav jelenléte stb.
b. Milyen a környezeti hőmérséklet?
A magas környezeti hőmérséklet általában felgyorsítja a rozsdásodási folyamatokat és ezért jobb minőségű acél használatát teszi szükségessé. Az alacsonyabb hőmérséklet kemény ausztenites acélt kíván meg.
c. Milyen szilárdságú acélra van szükségünk?
Nagyobb szilárdságot az ausztenites, duplex és martenzites acélok nyújtanak. Az olyan egyéb folyamatok, mint például a hegesztés és a megmunkálhatóság határozzák meg azt, hogy ezek közül melyik a legalkalmasabb.
d. Hegeszthetőség
Az ausztenites acélok általában a más típusokkal szemben jobban hegeszthetők. A ferrites acélok vékony profilokban hegeszthetők. A duplex acélok nagyobb odafigyelést igényelnek, de ma már teljes mértékben hegeszthetőknek tekinthetők. A martenzites acélok kevésbé hegeszthetők.
e. Alakíthatóság és formálhatóság
Az ausztenites acélok az összes típus közül a legjobban formálhatók, alakíthatók, mivel alkalmasak nagymértékű mély húzásos vagy nyújtásos formálásra. Általában a ferrites acélok kevésbé jól formálhatók, de az ilyen acélfajtákból is elő lehet állítani finomabb formákat. A duplex és martenzites acélok nem különösen jól alakíthatók.
f. Milyen típusú termékre van szükségünk?
Nem minden acéltípus áll rendelkezésre minden formában és méretben, például lemez, rúd vagy cső formában. Az ausztenites acélok általában minden termékformában megtalálhatók, széles méretválasztékban. A ferrites acélok jellemzően lemez formában kaphatók, kevésbé jellemző rúd formájában. A martenzites acélok esetében ennek az ellenkezője a helyzet.
g. Mik az anyaggal kapcsolatos elvárásaink?
Ez egy fontos szempont, melyet gyakran figyelmen kívül hagynak a kiválasztási folyamat során. Különösen fontos, hogy mik az esztétikai elvárások a szerkezeti tulajdonságok ismeretének függvényében. Az élettartam néhány esetben meghatározásra kerül, azonban ezt nagyon nehéz garantálni.
h. Mágnesezhetőség
Lehetnek még olyan különleges figyelembe veendő követelmények, mint a nem-mágneses tulajdonságok.
i. Felületi kiképzés
Azt sem szabad elfelejteni, hogy az acél típusa önmagában nem az egyetlen tényező az anyag kiválasztásakor. A felületi kiképzés fontos szempont sok alkalmazás esetében, különösen azoknál, melyeknél erős az esztétikai hatás.
j. Beszerezhetőség
Kerülhetünk olyan helyzetbe, hogy annak ellenére, hogy kiválasztottuk a műszakilag legmegfelelőbb anyagot, a választásunk még sem kivitelezhető, mivel a kiválasztott anyag nem kapható illetve nem beszerezhető a szükséges időn belül.
k. Költség
Vannak esetek, amikor a legmegfelelőbb műszaki megoldás nem választható ki pusztán költség kritériumok alapján. Azonban fontos, hogy helyes alapon határozzuk meg a költséget. Számos rozsdamentes acéltermék élettartam-költség alapon előnyösnek mutatkozhat, azonban a kezdeti bekerülési értéket is vizsgálni kell.
A végső döntést minden bizonnyal szakértőnek kell meghoznia, azonban a szakértő feladatát olyan módon segíthetjük, hogy minél több információt gyűjtünk be a fent felsorolt tényezőkről. Néha az adott termék sikere a nem kielégítő információn bukhat el.



































